
Si buscas
hosting web,
dominios web,
correos empresariales o
crear páginas web gratis,
ingresa a
PaginaMX
Por otro lado, si buscas crear códigos qr online ingresa al Creador de Códigos QR más potente que existe
|
Inicio > Tienda > Solid Carbide Spiral CNC Router Bits / End Mills with AlTiN Coating for Steel, Stainless Steel & Non Ferrous Metal
Productos relacionados: |
0 producto VerCategorías
|
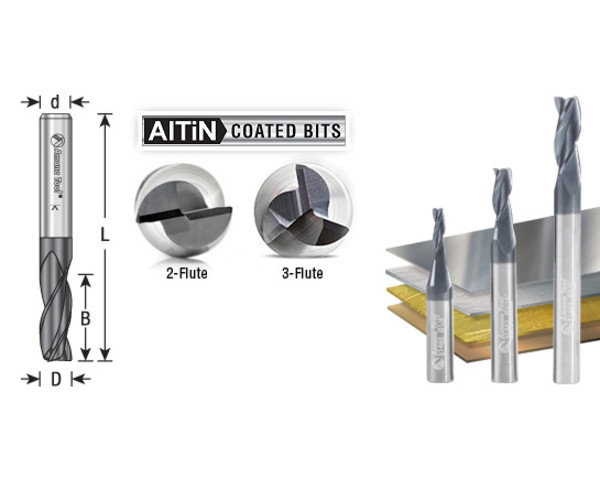
















| D | B | d | Ball Bearing |
Flute | Descripcion | Max RPM | L | Includes Tool #'s | Brand | Tool No. | Precio de Lista en Dolares |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3mm | 10mm | 3mm | No | 3 | 28,000 | 40mm | Amana Tool | 51610 | $32.45 | ||
| 1/8 | 1/4 | 1/8 | No | 2 | 28,000 | 2 | Amana Tool | 51461 | $31.15 | ||
| 1/8 | 3/8 | 1/4 | No | 3 | 28,000 | 1-1/2 | Amana Tool | 51460 | $51.95 | ||
| 1/8 | 3/8 | 1/4 | No | 4 | 28,000 | 1-1/2 | Amana Tool | 51602 | $54.05 | ||
| 4mm | 10mm | 4mm | No | 3 | 28,000 | 48mm | Amana Tool | 51612 | $37.40 | ||
| 3/16 | 3/8 | 3/16 | No | 2 | 28,000 | 2-1/2 | Amana Tool | 51463 | $44.70 | ||
| 3/16 | 7/16 | 1/4 | No | 3 | 28,000 | 1-7/8 | Amana Tool | 51462 | $51.95 | ||
| 6mm | 16mm | 6mm | No | 3 | 28,000 | 60mm | Amana Tool | 51614 | $51.95 | ||
| 1/4 | 3/8 | 1/4 | No | 2 | 28,000 | 2-1/2 | Amana Tool | 51465 | $45.75 | ||
| 1/4 | 5/8 | 1/4 | No | 3 | 28,000 | 2-3/8 | Amana Tool | 51464 | $51.95 | ||
| 1/4 | 5/8 | 1/4 | No | 4 | 28,000 | 2-3/8 | Amana Tool | 51604 | $54.05 | ||
| 3/8 | 1/2 | 3/8 | No | 2 | 28,000 | 3 | Amana Tool | 51467 | $65.50 | ||
| - | - | - | - | 4-Pack (Save 9%) | - | - | 51461, 51463, 51465, 51467 | Amana Tool | AMS-154 | $170.20 | |
| - | - | - | - | 3-Pack (Save 9%) | - | - | 51460, 51462, 51464 | Amana Tool | AMS-156 | $141.85 |
| Working Speed and Feeds | |||||
| Feed Per Tooth (Inch Per Tooth) Diameter equals |
|||||
| Material Group | Speed SFM* | up to 1/4" | 1/4" to 1/2" | 1/2" to 3/4" | 3/4" to 1" |
| Aluminum/Related Alloys | 600-1200 | .001-.002 | .002-.004 | .004-.006 | .006-.008 |
| Brass/Bronze | 300-550 | .001-.002 | .002-.003 | .003-.004 | .004-.005 |
| Copper/Related Alloys | 500-900 | .001-.002 | .002-.003 | .003-.005 | .005-.008 |
| Cast Iron (soft 195bhn) | 200-500 | .001-.002 | .002-.003 | .003-.005 | .005-.008 |
| Cast Iron (medium 225bhn) | 125-350 | .001-.002 | .002-.003 | .003-.004 | .004-.007 |
| Cast Iron (hard 275bhn) | 80-300 | .0005-.001 | .001-.002 | .002-.003 | .003-.005 |
| Magnesium | 800-1400 | .001-.003 | .003-.005 | .005-.007 | .007-.009 |
| Monel/Nickel Alloys | 65-175 | .0005-.001 | .001-.002 | .002-.003 | .003-.004 |
| Plastics | 600-1200 | .001-.003 | .003-.006 | .006-.010 | .010-.015 |
| Steel-Heat Treated (35-40Rc) | 150-350 | .0003-.0005 | .0005-.001 | .001-.003 | .003-.005 |
| Steel-Heat Treated (40-45Rc) | 125-275 | .0002-.0005 | .0005-.001 | .001-.002 | .002-.004 |
| Steel-Heat Treated (45Rc) | 50-200 | .0002-.0005 | .0005-.001 | .001-.002 | .002-.003 |
| Steel-Medium Carbon | 175-350 | .0005-.001 | .001-.002 | .002-.004 | .004-.006 |
| Steel, Mold & Die | 50-250 | .0005-.001 | .001-.002 | .002-.004 | .004-.007 |
| Steel, Tool | 150-250 | .0005-.001 | .001-.002 | .002-.004 | .004-.006 |
| Stainless-Soft | 250-400 | .0005-.001 | .001-.002 | .002-.004 | .004-.006 |
| Stainless-Hard | 75-250 | .0005-.001 | .001-.002 | .002-.003 | .003-.005 |
| Titanium Alloys | 90-225 | .0003-.0009 | .0009-.002 | .002-.003 | .003-.005 |
| * Surface Feet/Minute SFM = 0.262 x Dia. x RPM |
|||||
General Endmill Calculations
In order to find the...RPM (Revolutions Per Minute)
The speed by which the tool or spindle is rotating
SFM (Surface Per Minute)
The manufacturer's suggested working velocity of the tool based on geometry, substrate, coatings and workpiece material
IPM (Inches Per Minute)
The feedrate by which the workpiece material passes by the endmill during production
IPT (Inches Per Tooth)
the manufacturer's suggested feedrate, measured in .001" increments, as applied to each tooth of the endmill, aka "chip load"
Feed Rate
The distance traveled by the workpiece as the tool revolves one time only
| If you know these... | Then the math becomes easy... |
| Suggested Surface Feet Per Minute (SFM) (see above for material suggestions) Diameter of Tool |
RPM = SFM X 3.82, ÷ Diameter of tool |
| Revolutions Per Minute (RPM) Diameter of Tool |
SFM = .262 X RPM X Diameter of tool |
| RPM Chipload Per Tooth (feed per tooth per revolution) Number of teeth |
IPM = RPM X chipload per tooth X Number of flutes |
| IPM (inches per minute) RPM (revolutions per minute) Number of Flutes on tool |
IPT = IPM ÷ RPM ÷ Number of flutes |
| IPM (inches per minute) RPM (revolutions per minute) |
IPR = IPM ÷ RPM |
A working example to calculate RPMs…
Whereby you want to run a 3/8" diameter, 4 fluted endmill at the suggested 200 SFM. What are your suggested RPMs?
RPMs = SFM X 3.82, ÷ Diameter of tool
So… 200 SFM X 3.82, ÷ .375"… equals 2,037 RPM
A working example to calculate the SFM… for the same 3/8" diameter tool when you know that your spindle runs at 18,000 RPMs…
SFM = .262 X RPM X Diameter of tool
So… .262 X 18,000 X .375"… equals 1,768.5 SFM
A working example to find the work material's suggested feed-rate, for the same 3/8" diameter, 4 fluted tool, when I know the spindle is running at 2,500 RPM and a chip load of .0025" per tooth…
IPM = RPM X Chip Load per Tooth X Number of Teeth
So….2,500 X .0025" X 4… equals 25 IPM (inches per minute)
A working example to see if your chip-load is correct, for a 3/8" diameter, 2 fluted tool routing aluminum at 5,000 RPMs at 45 IPM feed…
IPT = IPM ÷ RPM ÷ Number of flutes
So…. 45 ÷ 5,000 ÷ 2 flutes…equals .0045" per tooth
107404